Uncategorized
Navigate Challenges and Maximise Opportunities for Manufacturers in 2024
Every New Year brings fresh opportunities to businesses. Many factories are establishing targets for the ...
Posted on
02.01.24

Transform Manufacturing with Connected Worker
A Solution for Efficiency, Collaboration and Operational Excellence
2023 was the worst year on record for company insolvencies with 26,595 failures. Manufacturing accounted for 8% of the insolvencies…

The Value of LIMS in Manufacturing
Read how LIMS can aid Production Effectiveness
It’s frustrating to witness the frequent recalls of products in recent years, causing significant wastage, all testimony to the need…

Harford Control’s Commitment to Continuous Improvement:
Our End-to-End MIS/MES Solutions Update Announcement
Harford Control, a leading provider of manufacturing information systems (MIS) and manufacturing execution systems (MES), announced a solution range update…

Why Continue to Give Away Your Profits?
Strategies to Address Underfilling & Overfilling, Remain Legal & Reduce Wastage
Billions of packages are being filled in factories around the world – coffee beans into box bottom pouches, whisky into…

Navigate Challenges and Maximise Opportunities for Manufacturers in 2024
Every New Year brings fresh opportunities to businesses. Many factories are establishing targets for the upcoming year, aiming to reduce…

Your Factories Don’t Need to Make Sacrifices to Achieve Sustainability
In Fact, it’s a Bigger Sacrifice to Do Nothing!
From Global Trends to Factory Solutions: A Comprehensive Approach to Addressing Wastage, Overfilling, Packaging and Paper-Recording Climate Change and…

Build or Buy? 5 Reasons to Partner with an Established MIS/MES Provider
During the first half of 2023, 56 food and drink companies went into administration, constituting 9% of the total UK…
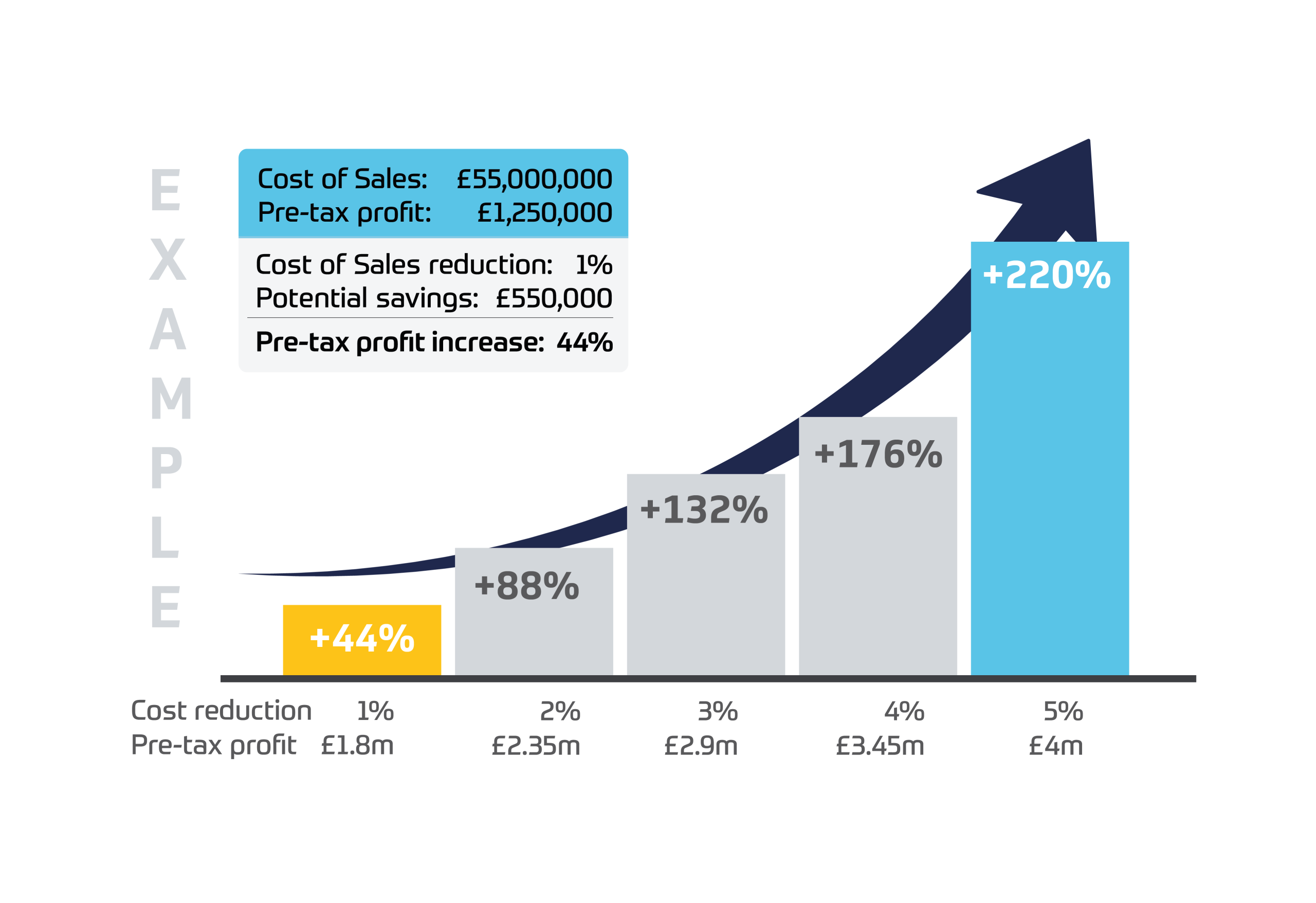
Find out how a Small Reduction in Production Costs can Dramatically Increase your Net Profit
We have been overwhelmed by the enthusiastic responses and the immense interest generated during the PPMA event. Many attendees expressed…

Harford Control celebrates great success at PPMA 2023
We were delighted to return to the PPMA Show at NEC, Birmingham this year. We achieved great success and were…